
Weldability of advanced high strength steel drawn arc stud welding
Authors: Christopher Hsu, James W. Mumaw
This paper presents the findings of a weldability study of drawn
arc stud welding various advanced high strength steels (AHHS)
including Usibor, uncoated Boron steel and HC500C (DP800) of
various thicknesses and coatings from several automakers and
benchmarked against mild steel. M6 wide top (or large flange)
stud is used in the study. Instead of poking for a 9-box weld lobe
from trial-and-error, a robot is used to comb a 3D weld parameter
space of arc current, arc time and lift height, with a parameter
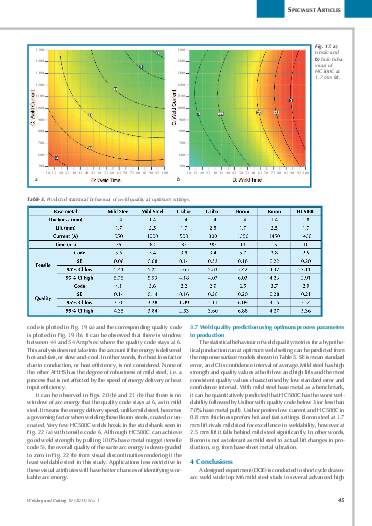
grid of 380 to 1,200 welds for each AHHS grade. A Design of Experiments
(DOE) approach maps out the relationship between
DOE inputs of control variables and DOE outputs of weld quality
statistically. The objective and subjective weld quality are measured,
including destructive conical bend for weld strength, dimple,
sag, burn-through, head melting, cracking, excessive expulsion
and backside marking.
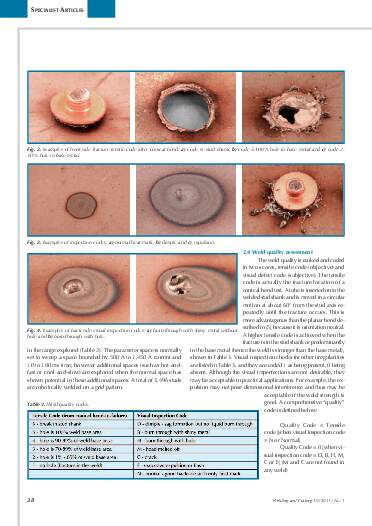
Among the 3,496 welds visually classified, photographed from
both sides and destructively tested, it is found that not all AHHS
behave the same in drawn arc welding. AHHS of different type,
thickness and coating exhibits different welding characteristics.
Mild steel as a baseline has the classic C or kidney shaped operating
lobe and the best weldability characterised by the largest
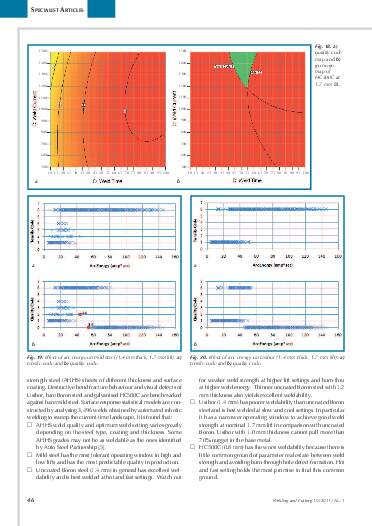
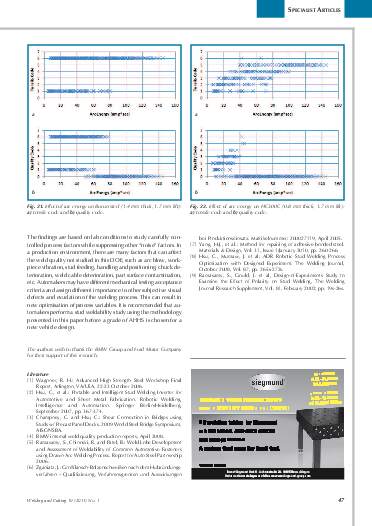
lobe size and tolerance to lift. Uncoated Boron steel of 1.2 mm
and 1.4 mm thickness has excellent weldability at lower lift, with
deteriorating performance at higher lift. It is best welded at hot
and fast settings. Usibor of 1.4 mm thickness has marginal weldability.
It is best welded at slow and cool settings. At 1.0 mm
thickness it cannot pull 70% nugget at optimum settings. HC500C
of 0.8 mm thickness has unacceptable weldability but shows potential
in very hot and fast settings.

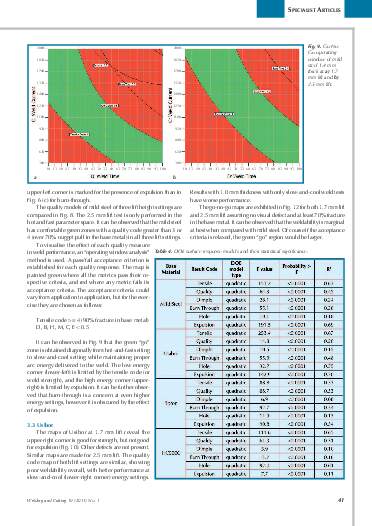

An active subscription enables you to download articles or entire issues as PDF-files. If you already are a subscriber, please login. More information about the subscription



